.png) 最新动态PG电子(中国)官方网站
最新动态PG电子(中国)官方网站回转窑以筒体中心线与水平线呈3% ~5%的斜度放置在托轮上。在实际运转中,回转窑筒体在有限的范围内时而上、时而下地窜动,保持相对稳定,这种上下窜动是正常的。窑体正常窜动,防止了轮带与托轮的局部磨损。但是,如果窑体只在一个方向上作较长时间的窜动,给托轮与轮带表面造成严重磨损,甚至润滑油冒烟,拖动电机电流增大,甚至烧毁,就属于机械故障了。
1 原因分析
下图中轮带托轮间力的分析示意图回转窑托轮的中心线如果都平行于筒体的中心线,筒体转动时,轮带与托轮的接触处作用着两个力:一个是窑体回转部分重力产生的下滑力G,其方向平行于筒体中心线向下;另一个是由大牙轮带动筒体回转产生的圆周力Q,其方向沿轮带切线且垂直于筒体下滑力,理论计算表明,这两个力的合力T仅是摩擦力F的1/2~1/8,不能克服轮带与托轮的摩擦力,因此筒体不会向下窜动。如下图所示。但是,由于轮带与托轮接触处产生了弹性变形而造成弹性滑动,致使筒体向下滑动。为了控制筒体下滑,生产中把托轮中心线调斜一定角度。如果安装时超过了这个托轮中心线需要调斜的角度值,筒体就会向上窜动。也就是说,站在窑头面对出料端观察一台顺时针旋转的回转窑,窑体在右斜的托轮上旋转,其右斜角度过大,窑体必然上窜;角度过小窑体下窜。
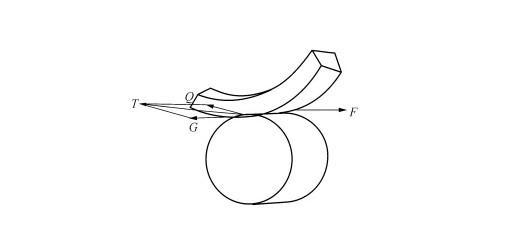
轮带托轮间力的分析示意图
长期运转后的回转窑,即使当初安装时完全无误,但由于基础沉陷情况不同,筒体弯曲和轮带与托轮不均匀磨损,特别是由于轮带与托轮接触面之间摩擦系数的变化,使窑体只在一个方向上作长时间窜动,必然会引起回转窑筒体的上(下)窜动超出极限值。
当一组托轮两侧的斜度相反,即将托轮摆置成新的“大八字” 或“小八字”时,斜度相反就会产生相反方向的摩擦力,俗称抱间作用,这时如不及时调整,就会使轴承单侧受力,部分摩擦加剧,又会导致润滑油冒烟,拖动电机电流增大甚至烧毁的恶性事故。
2 处理方法
回转窑筒体只在一个方向上作长时间窜动时,必须加以调整。
(1)托轮的调整方法
①改变轮带与托轮表面摩擦系数。当筒体上窜超限时,可在托轮表面涂抹粘度较大的油,以减小轮带与托轮之间的摩擦系数;当筒体下窜超限时,可在托轮表面涂抹粘度小的油,增加轮带与托轮之间的摩擦系数。在托轮表面撒灰,虽然可以增加摩擦系数,控制筒体下窜,但因撒灰加剧了轮带与托轮表面的磨损,故不足取。
②当用方法①调整无效时,可采用对托轮中心线歪斜倾角进行调整的办法,加以调整。根据窑的转向,适当地调大一对或几对托轮的歪斜角,可以使窑体上行。反之,适当地调小一对或数对托轮歪斜角,可使窑体在自重作用下缓慢下行。
(2)在调整托轮时应注意的事项
①调整前应先检查托轮是否有“八字” 形,直接测不准,可从托轮与轮带的接触面观察。如有“八字”形,应立即予以改正。
②新安装或大修后的托轮,应按窑中心线平行摆置,不必一律摆成斜向,等中心线调整后根据中心线情况再调整托轮。
③调整托轮,先调负荷大的,后调负荷小的。
④窑体大齿轮附近的托轮不宜经常调整。
⑤调整托轮时,若进入量超出5mm,应将窑体顶起,如强力顶窑,则易造成托轮断轴、顶丝歪斜,必须给予足够重视。
⑥调整时,应尽量减少单侧轴瓦受力,防止钢瓦磨偏或瓦台磨损。托轮钢瓦除保持良好的润滑外,当磨损超过其厚度1/3时,就应更换,以免造成托轮轴线倾斜及窑体窜动。
⑦一次调整的量不要过大,一般为1~2mm;也不要只在一对托轮上调整。
⑧要根据筒体转动方向和窜动方向来确定托轮调斜的方向。筒体下窜时,上推力小的托轮先调;筒体上窜时,上推力大的托轮先调。如有错误歪斜的托轮,应当首先予以纠正。
⑨当托轮磨出锥形或凹凸不平时,应及时撤换。如无条件撤换,可在托轮座上安装车床刀架,借助托轮的转动将其外径削平。
⑩托轮的调心轴承球面的接触应灵活自如,以保持两端的相对稳定,使托轮与轮带的表面接触良好。
3 故障的预防对策
为了及时发现或控制窑体窜动,可在某道轮带两侧设置挡轮,一般在靠近大牙轮的那一道轮带设置。挡轮有三种形式,即不吃力挡轮(又叫信号挡轮) 、吃力挡轮、液压推力挡轮。目前比较先进的是液压推力挡轮,其工作原理是:挡轮通过空心轴支承在两根平行的支承轴上,支承轴由底座固定在基础上。空心轴在活塞、活塞杆的推动下沿支承轴平行滑移。设有这种挡轮的回转窑,托轮与轮带可?平行安装,窑体在弹性滑动作用下,向下滑动到一定位置后,经限位开关启动液压油泵,油液推动挡轮和窑体上下窜动,上窜到一定位置后,触动限位开关,油泵停止工作,窑体又向下滑移。如此反复,使轮带以每8~12h 移动1~2个周期的速度游动在托轮上。
在一台回转窑上设置多个挡轮,让各挡轮油路相通,载荷能自动均匀地分布在每个挡轮上,从而克服由于调斜托轮而引出的负面影响,并可克服使用其他两种挡轮的弊病。据介绍,此种方法安全、可靠,为设备管理自动化提供了条件。
4 调窑口诀
只要将下列口诀背熟,即可立即确定托轮应调方向:
站在窑台向窑看,窑对人体向下转,
左顶螺丝窑右跑,右顶螺丝窑左窜。
换站窑体另一边,情况与前正相反,
左顶螺丝窑左跑,右顶螺丝窑右窜。
说明:站在托轮基础上观看窑的转动情况,当窑朝人体方向向下转时,顶托轮左边的顶丝窑便向右窜;顶托轮右边的顶丝窑便向左窜。站的位置换到窑体的另一边时,仍然面对窑体,调整情况与刚才正好相反。
来源:公众号“水泥标杆”
(版权归原作者或机构所有)


陕西移动端

陕西公众号

上海移动端

上海公众号



 陕西御微动态
陕西御微动态
